

 Октябрь 31st, 2020
Октябрь 31st, 2020  Башкортостан
Башкортостан 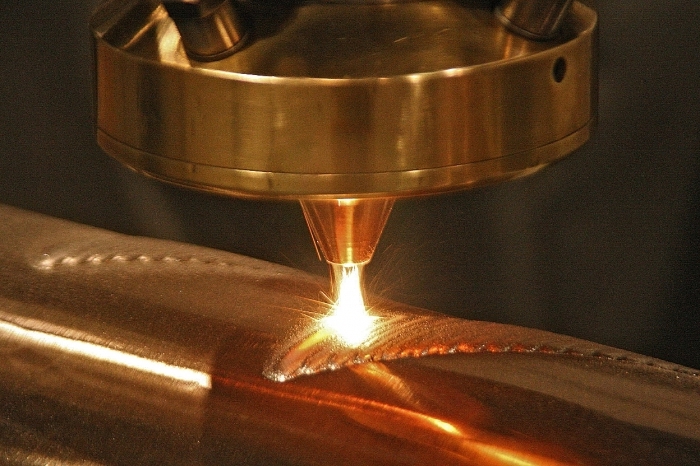
При лазерной сварке с глубоким проплавлением обычно используются непрерывные волоконно-оптические лазерные лучи для завершения соединения материалов. Металлургический физический процесс очень похож на электронно-лучевую сварку, то есть механизм преобразования энергии завершается структурой «замочной скважины».
Если вам необходимо заказать лазерную сварку, здесь http://laser-form.ru вы можете оставить заявку.
Под воздействием лазерного излучения с достаточно высокой плотностью мощности материал испаряется и образует небольшие отверстия. Эта заполненная паром дыра похожа на черное тело, поглощающее почти всю энергию падающего луча. Равновесная температура в полости достигает примерно 2500 ° C. Тепло передается от внешней стенки высокотемпературной полости для расплавления металла, окружающего полость.
Небольшое отверстие заполнено высокотемпературным паром, образующимся в результате непрерывного испарения материала стенки под воздействием луча. Четыре стенки небольшого отверстия окружены расплавленным металлом, а жидкий металл окружен твердыми материалами (и в большинстве традиционных сварочных процессов и лазерной проводящей сварки энергия сначала откладывается на поверхности заготовки, а затем передается в внутри трансфером). Поток жидкости за пределами стенки поры и поверхностное натяжение слоя стенки поддерживаются в динамическом равновесии с постоянно создаваемым давлением пара в полости. Луч света непрерывно входит в маленькое отверстие, а материал за пределами маленького отверстия непрерывно течет. Когда луч движется, небольшое отверстие всегда находится в стабильном состоянии потока. Другими словами, небольшое отверстие и расплавленный металл, окружающий стенку отверстия, движутся вперед со скоростью ведущего светового луча, и расплавленный металл заполняет зазор, оставленный маленьким отверстием, и конденсируется, и образуется сварной шов. Все вышеперечисленные процессы происходят настолько быстро, что скорость сварки легко может достигать нескольких метров в минуту.
Основные параметры процесса лазерной сварки с глубоким проплавлением
(1) Мощность лазера. При лазерной сварке существует порог плотности энергии лазера. Ниже этого значения глубина проникновения очень мала. Как только это значение будет достигнуто или превышено, глубина проникновения будет значительно увеличена. Только когда плотность мощности лазера на заготовке превышает пороговое значение (связанное с материалом), будет генерироваться плазма, что свидетельствует о прогрессе стабильной сварки с глубоким проплавлением. Если мощность лазера ниже этого порога, происходит только плавление поверхности заготовки, то есть сварка выполняется со стабильным типом теплопроводности. Когда плотность мощности лазера близка к критическому состоянию для образования небольших отверстий, сварка с глубоким проплавлением и кондукционная сварка поочередно становятся нестабильным процессом сварки, что приводит к большим колебаниям проплавления. При лазерной сварке с глубоким проплавлением мощность лазера одновременно контролирует глубину проплавления и скорость сварки. Глубина проплавления напрямую связана с плотностью мощности луча и является функцией мощности падающего луча и фокального пятна луча. Вообще говоря, для лазерного луча с определенным диаметром глубина проникновения увеличивается с увеличением мощности луча.
(2) Фокусное пятно луча. Размер пятна луча — одна из наиболее важных переменных при лазерной сварке, поскольку от него зависит плотность мощности. Но для мощных лазеров его измерение представляет собой сложную проблему, хотя существует множество косвенных методов измерения.
Размер пятна предела дифракции фокуса луча можно рассчитать в соответствии с теорией дифракции света, но из-за аберрации фокусирующей линзы фактический размер пятна больше расчетного значения. Самым простым фактическим методом измерения является метод изотермического профиля, при котором используется толстая бумага для обжигания и проникновения в полипропиленовую пластину для измерения фокального пятна и диаметра перфорации. Этот метод следует практиковать путем измерения, чтобы определить мощность лазера и время действия луча.
 Опубликовано в рубрике
Опубликовано в рубрике